









| 产品类型 | - |
|---|---|
| 动力类型 | 电动 |
| 功率 | 0 |
| 类型 | PP带打包机 |
| 适用对象 | 金属,服装,废纸 |
| 重量 | 70 |
| 自动化程度 | 半自动 |
| 包装类型 | 箱,带,管,盒,软管 |
| 品牌 | 丰兴 |
| 型号 | 双型 |
| 加工定制 | 否 |
| 打包带宽度 | 6-15 |
| 最大包装宽度 | 无限 |
| 最小包装宽度 | 60 |
| 最大捆紧力 | 1 |
| 打包能力 | 60 |
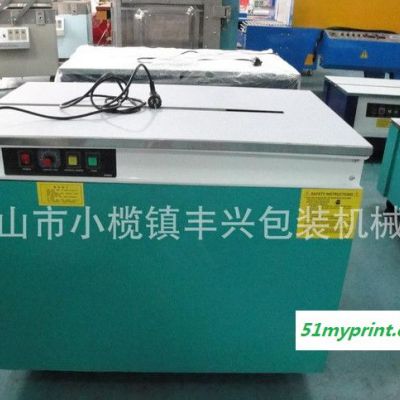
热销新一代双电机打包机/ 静音半自动捆扎机/双电机 半自动捆包机高台打包机热熔纸箱捆包机PP塑料带捆扎机

|  |  |
| 400单室立式真空机 | 全自动颗粒包装机 | 四头膏液灌装机 |
 |  |  |
| 全自动热收缩包装机组 | 全自动灌装封口机 | 螺丝自动包装机 |






特色:双电机静音 故障低 进口机芯 免调节 线路板控制
温馨提醒:
产品图片属性及价格仅供参考,欢迎咨询!
| 名 称: | 高台半自动捆扎机 | 型 号: | KZ900 | ||||||||||||
| 说 明: | |||||||||||||||
产品说明: KZ900型半自动聚乙烯塑料带为捆扎材料、主要用于商业、邮政、铁路、银行、食品、医药、书刊、发行等行业的纸箱、木箱、纸包件、柳编箱、布包件的包装捆扎。在插入包装带后,机器能自动完成聚带、百叶窗、热合、切断并出带、且装有自动停机之功能。工作速度快、效率高、省时省力、打包质量高。 技术参数
| |||||||||||||||



捆扎货物,,无限大,,最小0.6CM,最大捆扎物无限,家庭用电即可
温馨提示:各位顾主在操作该机前请详细阅读此说明书,每台机器我们都会配送说明书,因本人的操作失误造成本机的损坏则不再保修范围内。
打包机常见故障及其排除方法:
故障现象 | 故障原因 | 排除方法或修理要点 |
粘合效果欠佳 | 1.温度调节旋钮调节不当 | 1.在机器电器控制盒内,打开控制盒盖,即可明显看见电路板上有一调节旋钮,顺时针方向转温度调高,温度太高或太低,粘合效果都不好,所以一次不要调得太多,除非电压差距太大,一般应调在刻度线4-5之间即可。 |
2.电源电压不正常 | 2.使用电压不够,本机使用220V照明电,很多工厂220V的电压往往不足,如果再使用长线或电缆线将会造成降压,使原先调整之温度低,甚至在捆紧时烧掉马达。 | |
3.电热怪手上拉簧失效 | 3.电热怪手上的长拉簧疲乏,如此,则无法将电热怪手拉至定位,导致粘合一半,甚至更少。 | |
4.电热钢片调整不当 | 4.电热钢片太高或太低或偏左、偏右,因此碰到上、下方的PP带或是左右的刀具,则无法加温,必须根据情况进行适当调整。 | |
5.中刀轴承破裂 | 5.中刀下方635轴承破裂,如此则只有加温,中刀无法上升粘合。 | |
6.机内温度太高 | 6.排烟之微风扇发生故障,使得机内温度太高。 | |
7.打包带安装不良 | 7.检查编织带是否断裂,如螺帽松动,可在结合面上涂一层导电胶,然后再拧紧螺帽。 | |
8.捆紧力调得太大 | 8.将松紧调整螺母置于适当位置。 | |
9.PP带质量低劣 | 9.请选用质量较好的PP带。 | |
不退带 | 1.上下分机内有导物 | 1.上下分机内有异物或是送带槽沉头螺钉松动,使上下分机滚轮间隙发生变化,遇此情况处理方法如下: A. 拆下L型曲板上面的2只六角螺帽和垫圈 B. 松开上下分机连接轴心上的两个5MM紧定螺钉,将螺丝旋上些 C. 取下连接轴心,将上下分机拿起,取出异物,或是将送带槽固定的紧定螺钉拧紧 D. 依C-B-A方法装配复原 E. 注意L型曲板与上下螺帽间保持0.3-0.5mm的间隙,不可拧紧。 |
2.横杆轴承(635轴承)破裂 | 2.造成横杆轴承破裂原因,主要是调整不当所造成的,机器出厂前已将零位调节好,并用漆将调节螺帽封好。零点位置对整部机器正常工作极为重要,故在不熟悉机器性能的情况下,千万不要擅自进行调整,另外使用的PP带厚度,不能超过1mm | |
3.退带滚轮间隙调整不当 | 3.由于退带滚轮还具有拉紧带子,使打滑片打滑的作用,所以调整两对滚轮间隙时,应以退带滚轮为主,调至退带滚轮间隙比带子厚度多0.05-0.1mm时即可。 | |
不切带 | 1.中刀轴承破裂 | 1.主要是使用不当造成必须检查原因,更换轴承 |
2.中刀刃口磨损 | 2.中刀两面都刃口,当一面磨损后,可换另一面使用 | |
3.中刀管销断裂 | 3.中刀管销一般是不会断裂的,发生断裂原因主要是使用不当造成的,更换方法:用小冲头冲出断销,再将直径3X18的管销打入 | |
4.松紧调整得太紧 | 4.调整螺帽之上有一内六角紧定螺丝,松开后,将调整螺帽反时针旋转调好后,再将内六角紧定螺钉拧紧 | |
5.打滑片或捆紧传动皮带有油 | 5.拆下打滑片,清除油污,擦干净,再按顺序装配 | |
6.传动皮带太松 | 6.将皮带传动座往下调或将马达往后调,使皮带张紧 | |
7.PP带厚度太薄或退带滚轮间隙太大 | 7.退带滚轮间隙应只比带子厚多出0.05-0.1mm,按此要求进行调整。 | |
未捆紧即切断 | 1.捆扎太松 | 1.捆紧调整加大即可 |
2.LS3、LS5位置不当 | 2.调整LS3、LS5微动开关的位置 | |
3.TD不好 | 3.调换TD | |
连续动作 | 1.LS1故障 | |
2.LS1故障 | 2.LS1虽未故障,但接点及弹片间有脏物卡住或弹片弹力不足,使其接点无法如常在插带后随之放开 | |
3.LS4故障 | 3.LS4迟延微开关接点未能放开 | |
插带时不动作 | 1.LS1微开关故障 | 1.LS1下滑背面之微动开关故障或弹片被异物挡住,而无法碰触开关 |
2.LS5微开关故障 | 2.LS5在归零时,接点未闭路,亦即不送带,插带亦无动作 | |
3.离合器工作不正常 | 3.电压不足或离合器间隙太大 | |
4.继电器接触不良 | 4.继电器接触不良,RL-1.2.3都有关系 |
